新闻中心
- 临沂市顺源钢管制造有限公司
- 联系人:李经理
- 手机:15953996253
- 地址:临沂河东区凤凰大街
- QQ:540382326
螺旋管厂家如何减少焊接气孔的出现
时间:2020-03-05 15:15:48 作者:zhishun
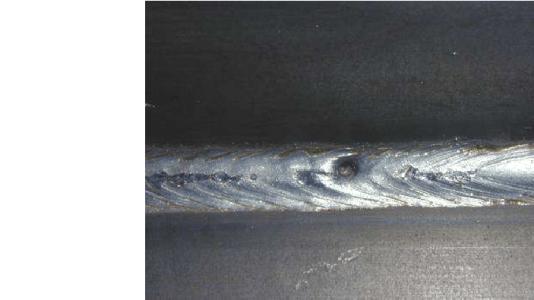
螺旋管生产厂家在焊接时对于气孔的要求非常严格。焊接处气孔的多少直接影响大口径螺旋管的质量。那么如何为了防止氢气孔的产生,是山东螺旋管厂家必须要考虑的事情。
气孔的避免需要尽量避免氢气溶入到焊缝金属内,同时使熔入焊缝中的氢气尽可能多且快的逸出熔池。要解决以上这两个问题,具体方法是做好以下三个方面的工作:

(1)焊前准备与清洁工作很重要。首先,焊前应该处理与控制所有焊接材料(如保护气体、焊丝和焊条等)的含水量,即所有焊接材料焊前必须进行干燥处理。通常认为,氩气中的含水量小于0.08%时不易形成气孔。焊前处理的另一项重要工作就是清除工件表面的杂质和氧化膜。清除工件表面的杂质和氧化膜可以采用化学方法或者机械方法,但两者并用的效果更好。
(2)控制焊接工艺。控制焊接工艺的目的在于控制氢气的溶入时间和析出时间,其结果是对熔池高温存在时间的控制。试验和生产实践证明,熔池在高温状态下存在的时间越长,越有利于氢的逸出,但也有利于氢的溶入;相反,熔池在高温状态下存在的时间短,则可减少氢的溶入,但也不利于氢的逸出。因此,焊接工艺参数的选择,一方面要尽量采用小线能量以减少熔池存在时间,从而减少气氛中氢的溶入;又要能充分保证根部熔合,以利根部氧化膜上的气泡浮出。所以,焊接大口径螺旋管时采用大的焊接电流配合较高的焊接速度对减少氢气孔是比较有利的。

(3)尽可能采用短弧焊接。短弧焊接可以使焊接熔池保护得更好。同时,短弧焊接也能防止空气中的有害气体熔入熔池。
上一篇:螺旋管厂家对于原料的处理
下一篇:螺旋管生产厂家的焊接工艺